 +86-15303735673
+86-15303735673 Jessica@frpzs.com
Jessica@frpzs.com
 Technical Data
Technical Data

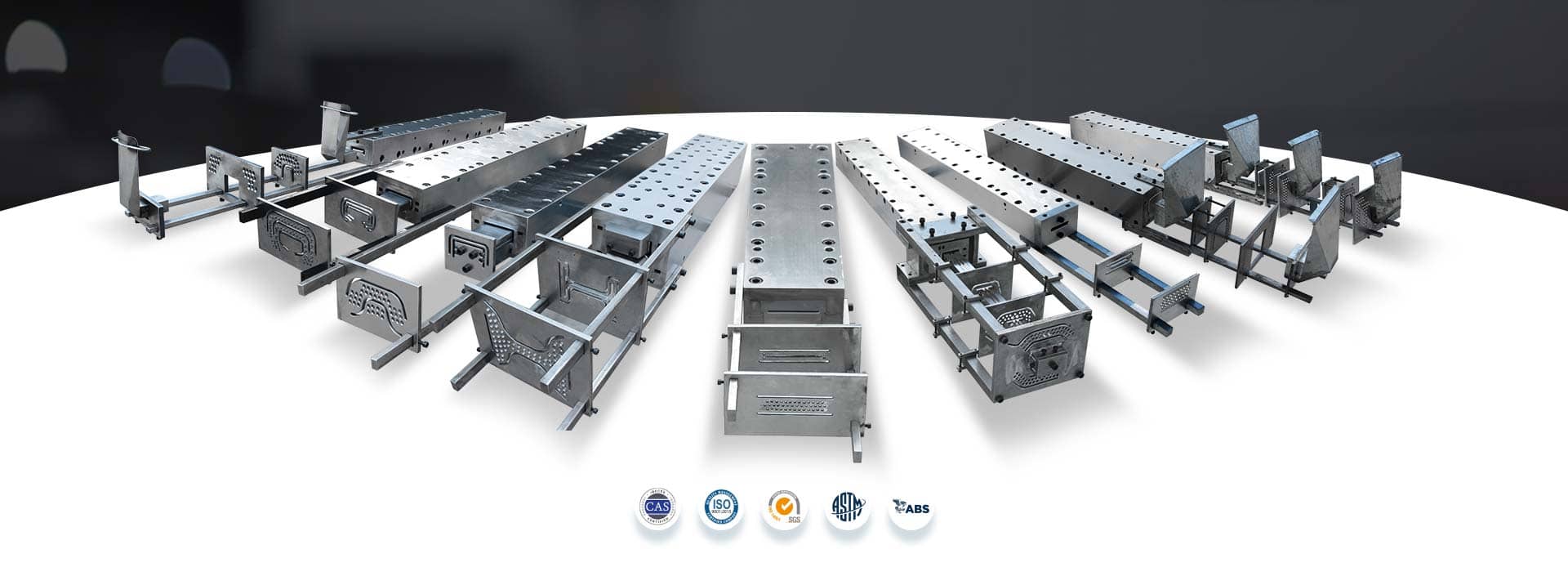

The FRP profiles we produce meet and exceed international standards, and can be produced and processed according to customer drawings, with fast delivery

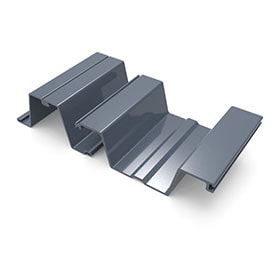
Through an unwavering commitment to customer satisfaction, our Fiberglass Products strive to be the preferred supplier of custom fiberglass pultruded profiles worldwide.
More >>
We have a professional technical and construction team, which can quickly calculate the construction plan of various FRP composite projects and give support to customers
We have a large-scale mold workshop. While meeting our own profile pultrusion needs, we also provide customized mold processing services for peer manufacturers.







0.02mm
Straightness
Ra=0.025~0.012
Smoothness
≤0.02mm
Cavity surface hardness
± 0.3mm
Boundary tolerances
0.04-0.05mm
Plating thickness
0.3-0.5mm
Inter radius
We have a professional equipment research and development team, constantly optimize equipment, improve production efficiency, and promote the development of the FRP industry

-Achieve simultaneous production of 1-4 rebar.
-Design of toughened glass window to protect rebars production.
-Design of coiling device or cutting device is option according to reinforcing rebar condition.
-Our equipment can be upgraded or redesigned to meet the use of different customers.

-Different profile is equipped with different pulling force.
-Electrical components use world famous manufacturers' brand.
-With high yield production.
-Our equipment can be upgraded or redesigned to meet the use of different customers.

-Through an unyielding commitment to customer satisfaction, Advanced Fiber Products strives to be the nation's preferred supplier of custom fiberglass pultrusions.

We have a professional equipment research and development team, constantly optimize equipment, improve production efficiency, and promote the development of the FRP industry. We have a professional equipment research and development...
Read More >>Quote
Email: Jessica@frpzs.com
Phone
Phone+86-15303735673

WhatsApp
+86-15303735673

WeChat
+86-15303735673













 Media Library
Media Library